武汉优炜芯获AEC-Q102车规级认证,定义车规级UVC LED应用场景新标杆
这一成就不仅标志着优炜芯UVC LED产品在汽车电子领域的可靠性与稳定性达到国际顶尖水平,更意味着中国企业在车规级UVC LED技术上从 “跟跑” 迈向 “领跑”。
近日,武汉优炜芯科技有限公司(UVLEDTEK)自主研发的紫外UVC LED产品成功通过AEC-Q102车规级认证,成为中国在车规级紫外半导体领域实现关键技术突破的企业。这一成就不仅标志着优炜芯UVC LED产品在汽车电子领域的可靠性与稳定性达到国际顶尖水平,更意味着中国企业在车规级UVC LED技术上从 “跟跑” 迈向 “领跑”。
作为国家级专精特新 “小巨人” 企业,优炜芯早已构建起覆盖全产业链的严苛品控体系。基于ISO 9001质量管理体系认证,早在2023年就通过了IATF 16949国际汽车行业质量管理体系认证,此次AEC-Q102认证的通过,进一步夯实了其在汽车电子核心部件领域的技术领先地位。

汽车座舱健康防护刚需凸显,UVC LED 成杀菌技术首选
当汽车逐渐成为 “第三生活空间”,日均超2.5小时使用的封闭座舱正面临严峻的微生物污染挑战。数据显示,车内方向盘、中控屏等高频接触表面的细菌密度可达马桶座圈的5倍以上,空调系统长期使用后微生物浓度更会激增300%。后疫情时代,消费者对车内生物安全的关注度大幅提升,健康座舱成为购车核心考量。
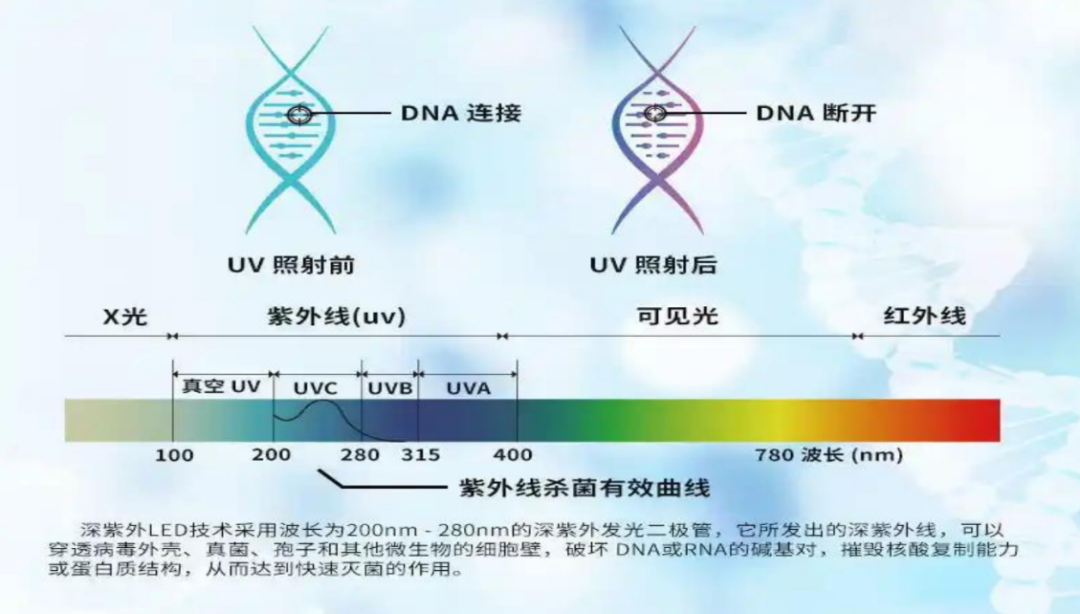
优炜芯UVC LED技术以265-280nm深紫外波段精准破坏微生物DNA/RNA结构,对H3N2流感病毒、大肠杆菌等数十种病原体的瞬时灭菌率高达99.9%。相比传统化学消毒方案,其无残留、20000小时超长寿命、低功耗的优势,使其成为汽车健康座舱的首选方案。15分钟完成全车空气循环灭菌,搭配自动化启停技术实现 “上车即洁净”,已获得比亚迪、奇瑞等众多车企的青睐,成为汽车品牌标配。
核心技术突破,构建车规级应用场景技术标杆
AEC-Q102认证作为汽车电子元器件领域最严苛的可靠性标准之一,涵盖- 40℃至100℃温度冷热冲击,100℃高温下带电老化、双85湿热环境带电老化、H2S/SO2/NO2/Cl2腐蚀气体测试及8000V放电测试等严苛测试条件,确保元器件10年以上复杂工况下稳定运行。优炜芯凭借核心技术,不仅满足标准,更实现多项超越。
01、全波段芯片设计能力,突破波长精度控制壁垒
自主研发的MOCVD外延生长工艺,使UVC LED芯片光功率达到 150mW@350mA,远超行业平均水平。通过对外延晶圆结构的设计,可实现260-340nm任意波长芯片的精准产出,结合全自动分选系统和光学仿真设计,可实现集成光源波长偏差控制在±1nm(行业常规±5nm),紫外辐照能量均匀性>95%。从芯片级保障了不同工况下的灭菌效率稳定性。

02、场景化光机电协同,定义三大核心应用范式
空调系统嵌入式消杀模组:针对汽车空调风道复杂流场,通过光学仿真与CFD流体力学耦合分析,开发出低扰流结构,在保障空调风量衰减<5%的同时,实现风道内紫外辐照强度≥2mJ/cm²,循环空气灭菌率达99.9%。适配多种空调系统布局,成为主流车企高端车型首选。
车载冰箱智能抑菌方案:创新性集成动态功率调节算法,可根据冰箱负载自动调紫外消杀剂量,精准控制消杀强度,在保障食品级抑菌效果的同时,较传统方案节能40%,完美适配电动车对低功耗的严苛要求。
座舱表面动态消杀系统:采用柔性紫外光源封装技术,针对方向盘、中控屏等高频接触区域,开发曲率适配型消杀模组,通过人体存在感应技术实现 "人离即消杀" 的主动防护模式,表面细菌清除率达99.9%,填补了动态场景下的消杀技术空白。

03、高可靠性封装工艺,突破车规级环境适应极限
采用氮化铝陶瓷基板封装技术,通过有限元分析优化键合线应力分布,使焊点抗疲劳能力提升60%。 通过自有专利技术的气密封装形式,结合独家能抗高温高湿环境的UVC芯片技术,灯珠通过1000小时85℃/85%RH湿热带电老化测试0失效,防护等级达IP67级,同时该气密封装技术也能通过汽车盐雾测试,确保元器件在各种极端环境下稳定运行10年以上,技术参数全面超越AEC-Q102认证要求。
从技术引领到生态构建,开启汽车健康科技新时代
此次认证通过,标志着中国企业在车规级UVC LED领域重新建立场景定义权。优炜芯技术方案已实现与主流车企车载ECU系统的深度集成,支持OTA远程消杀策略升级,推动健康座舱从单一硬件配置向智能化防护系统进化。据行业预测,2025年全球新车UVC杀菌模块渗透率将超30%,在新能源汽车市场渗透率预计达50%以上,形成百亿级细分市场。
作为国内唯一拥有紫外LED全产业链技术能力的供应商,优炜芯正加速布局UVC LED与光触媒协同消杀方案,针对共享出行、高端MPV等细分场景开发定制化模组,推动UVC LED技术从 “功能模块” 向 “健康生态核心组件” 升级。未来,公司将依托ISO 9001与IATF 16949双质量体系,构建覆盖芯片设计、制程控制、终端应用的全生命周期追溯系统,为全球车企提供更安全、更可靠的车规级健康解决方案。
